

焊接看似简单,其实门道极多。很多人在使用焊机时,习惯性地“凭经验操作”,结果焊点不牢、发黑、甚至虚焊,反而增加了返工成本。
作为专注电阻焊设备研发制造的佛山市琛珀工业自动化有限公司,我们在长期客户服务过程中发现,很多问题并不是设备本身的故障,而是操作和工艺上的误区。
今天,琛珀设备就来聊聊焊接过程中最常见的10个“坑”,看看你有没有中招。
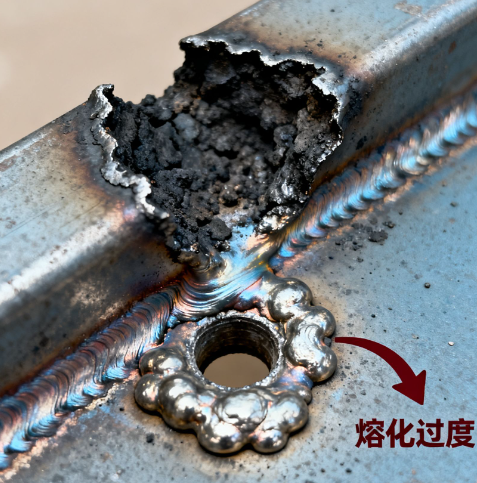
一、焊接电流一味调大
很多人觉得“电流越大,焊得越牢”,其实恰恰相反。电流过大会导致金属熔化过多,焊点容易塌陷、发黑,甚至打穿。正确做法是根据材料厚度和电阻特性,逐步微调电流,以形成平整光亮的焊点。
二、电极未及时清理
电极表面附着氧化层或杂质,会导致导电不良,焊点不稳定。建议每次批量焊接前后都用砂纸或电极修整器清理电极头,保持表面光洁。
三、电极压力不够或太大
压力太小,焊点不牢;压力太大,金属被压薄,焊接电流分布不均。
经验值:一般金属薄板的电极压力应控制在2.5~4kg/cm²之间,视材料而定。
四、焊接时间设定错误
焊接时间太短,金属尚未充分熔合;时间太长,则容易过烧或造成电极粘连。建议根据不同焊机类型(如交流、中频、直流)及材料厚度,合理设定焊接时间区间。
五、冷却系统维护忽视
不少用户长期不检查冷却水路,导致电极温度过高、焊点质量下降。
正确做法是:保持冷却水清洁畅通,每周检查水管是否堵塞、漏水,必要时更换水管。
六、工件表面未清理干净
油污、氧化层、镀层残渣等都会影响导电与焊接质量。
在焊接前应用酒精、砂纸或化学清洗剂处理表面,确保接触面清洁。
七、焊机接地不良
接地线老化、松动或接触面生锈,都会让电流输出不稳定。
建议定期检查焊机接地端子,确保导电良好、无虚接。
八、忽略焊接节拍控制
多点连续焊接时,如果节拍太快,电极还没完全冷却,就会导致焊点不一致。
琛珀建议用户根据设备控制系统功能,合理设置节拍时间,让每次焊接都有稳定输出。
九、不重视设备维护保养
焊机不是“用不坏的铁疙瘩”。长期高负荷运行不保养,内部接触器、电缆、冷却系统都会老化,直接影响焊点质量。
建议建立每月、每季度保养计划,由技术员定期检查关键部件。
十、忽略操作员培训
再好的设备,也需要懂操作的人。
琛珀发现,许多生产线的焊接不良率高,并不是设备问题,而是员工对焊接参数理解不清、操作方式不规范。企业应定期组织培训,让每位操作员都能“看懂参数、用好设备”。
焊接是一项既讲技术又讲经验的工艺。避免这些常见误区,不仅能延长设备使用寿命,更能让每一个焊点都稳定、美观、牢固。
琛珀工业自动化将持续为客户提供高品质电阻焊设备与完善技术支持,让焊接变得更智能、更高效、更可靠。